
-
ハイライト
チタニウムのめっきされたみみずギヤ部品
,炭素鋼みみずギヤ部品
,S45Cみみずギヤ モジュール
-
材料S45C
-
方向権利
-
表面処理さび止め油は
-
OEM/ODMサービス肯定
-
表面の終わりめっきされるチタニウム
-
適用自動車部品
-
サービス容量ワンストップソリューション
-
証明ISO 9001:2000, ROHS compliant
-
熱処理和らげること癒やせば
-
設計カスタマイズされた設計
-
起源の場所中国
-
最小注文数量100,00pcs
-
価格USD
-
パッケージの詳細プラスチック・バッグおよびカートン
-
受渡し時間35日
-
支払条件T/T
-
供給の能力1ヶ月あたりの20,00,00
炭素鋼のチタニウムはみみずギヤ部品をめっきした
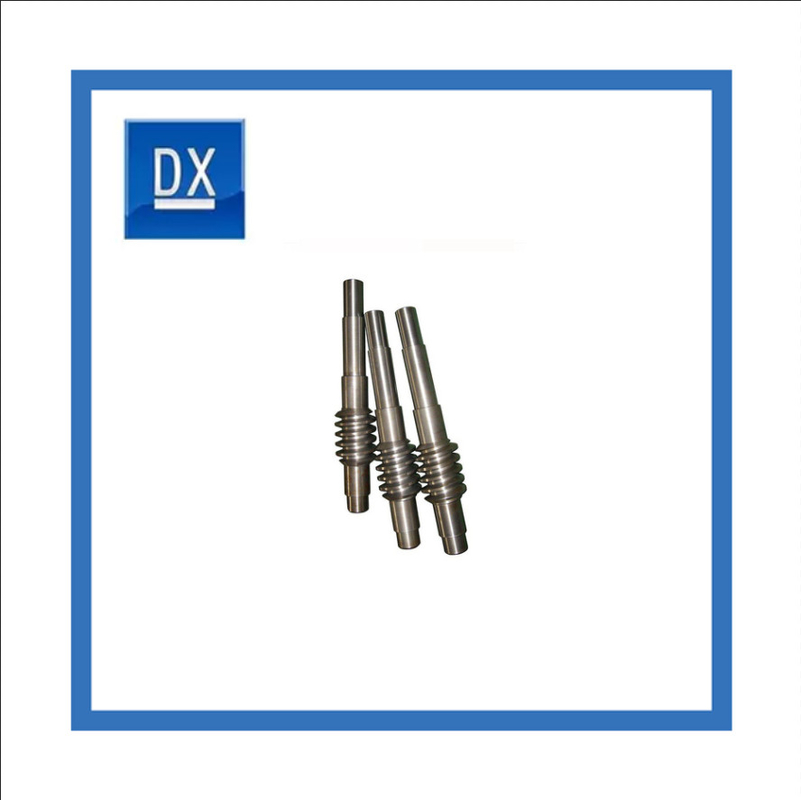
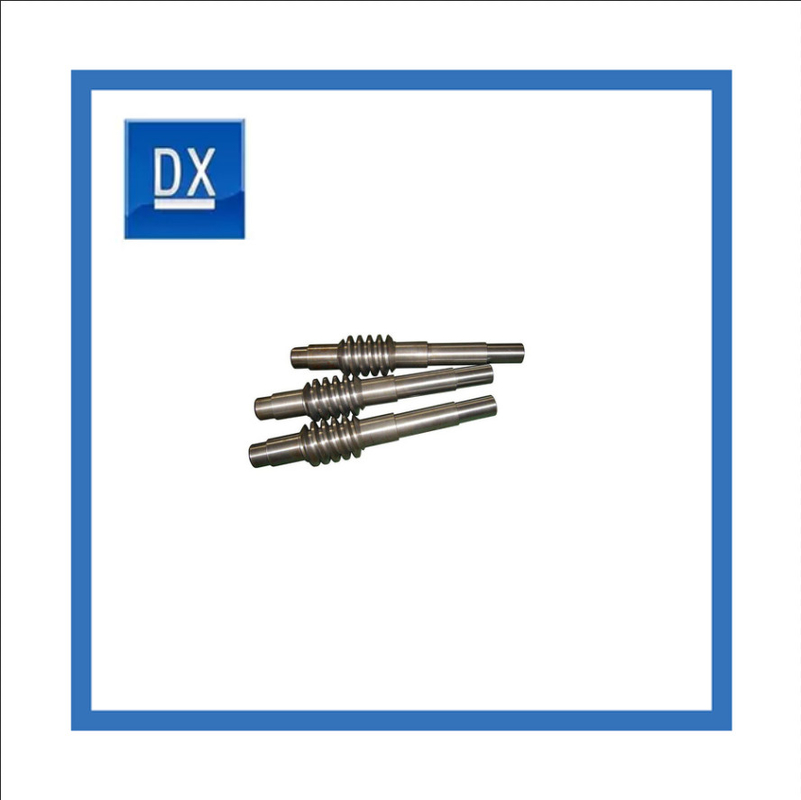
炭素鋼のチタニウムは自動車部品のためのさび止め油ドライブみみずをめっきした。
記述
みみずギヤは1つがあるまたは複数の螺線形の歯で、みみずギヤによってぐらつかせたシャフトギアの組を形作るために一致する一種のギヤ。
みみずギヤ プロセス:
1.Roughの回転の、半終わりの回り終えることは回し、共通材料のための最も重要なプロセス ルートである。
半終わりを回す2.Rough荒い粉砕の罰金の粉砕を回す。鉄材料のために、高精度の条件および小さい表面の粗さの価値および部品が堅くなる必要があるときしかそれに続くプロセスはひかないことができる。
終わりの、非鉄金属のために、それを回す回転終わりの回転ダイヤモンドを半回す3.Roughは粉砕によって必須の表面の粗さを得て容易ではない非鉄金属が一般に柔らかく、砂粒間のギャップを妨げて容易である従って最終的なプロセスは大抵回り、ダイヤモンドの回転終わりを使用するので。
半応急滴遭仕上作業の仕上げの終わり終える4.Roughing。鉄材料の堅くされた部分のために、高精度の条件および小さい表面の粗さは頻繁に使用される。
チタニウムのめっきはチタニウムの金属を他の目的の表面に付着させる化学方法を使用することである。形作られたチタニウムのコーティングにめっきされた目的を保護し、表面の耐久性を改善するのに使用することができる優秀な耐食性がある。
異なった焼結の温度でunplatedダイヤモンドおよびチタニウムめっきされたダイヤモンドを含んでいる鉄ベースのとらわれのマトリックスおよびダイヤモンドの区分の曲がる強さに従ってそれは見ることができ、焼結の温度の増加として、とらわれのマトリックスの曲がる強さが最初に減少を再度高めること589 MPaの最高に760 °Cで達し、次に565 MPaに790 °C.で落ちる730 °Cで542 MPaから565 MPaに700 °Cで増加する。理由は次の通り分析される:760 °Cの前に、つなぎの死体は行動をunderburned、ずっと死体はdensifiedではない。温度が上がると同時に、焼結の間の液体段階の増加の量は、小節間のギャップ減る、ダイヤモンドへの湿潤性はよく、小節の曲がる強さは相応じて改善される。760 °Cの後で、そこに行動および材料流れ現象を過剰焼結させている。同時に、極端に高い温度により鉄ベースのダイヤモンドの厳しい腐食を引き起こし、ダイヤモンドと鉄ベースのつなぎ間のインターフェイス結合強さを減らせるかなりダイヤモンドは炭化される。
| 表面処理 | さび止め油は;めっきされるチタニウム |
| 材料 | S45C |
| 色 | 金属色 |
| 次元 | mm |
| 方向 | 権利 |
| 品質管理 | 0欠陥、詰まる前の100%の点検 |
| 点検機械 | デジタル高さのゲージ、カリパス、等位の測定機械、映写機、荒さのテスター、硬度のテスター等 |
| 項目 | CNCのpresicionの機械化の部品 |
| パッケージ | yrの条件として |
| 証明 | ISO9001:2008年、SGS、ROHS |
| 使用される企業 | 機械類;頑丈な装置;電子デバイス;自動予備品;光学テレコミュニケーション。 |
工場表示
![]()
![]()
![]()
![]()
![]()
![]()
めっきライン
![]()
1.Q:私はいかに私の購入指示書の支払をするか。
:T/T、ウェスタン・ユニオンの条件付捺印証書、Paypal、Alipay。
2.Q:私は私の自身の順序によってカスタマイズされるプロダクトがあってもいいか。
:答え:はい、私達はカスタマイズされて受け入れる。
3.Q:品質管理があるか。
::はい、私達は質問題のaccursに大きい重要性を付ける。私達に配達の前にCNCの旋盤機械質をテストする専門エンジニアがある。
4.Q:支払の写真製版法はいかにか。
支払の言葉は特定の条件に従って私達のために適用範囲が広い。通常私達は郵送物の前に30%TT沈殿物、バランスに支払われる助言する。
それは交渉することができる。
5.Q:私はどのようにして生産について知っているか。
私達は確認するあなたの条件を倍増し、大量生産の前にサンプルを送る。大量生産の間に、私達は郵送物の前にあらゆる進歩の知識のある、私達する100%の質の点検を保つ。
私たちのサービスはすべての業界をカバーし、世界のすべての地域に到達します。